Home
Batterieladesysteme
Conductix-Wampfler, einer der weltweit führenden Hersteller von Systemen für die Energie- und Datenübertragung zu beweglichen Verbrauchern, bietet verschiedene Lösungen zum Laden von Energiespeichern an.
Mit dem Aufschwung automatisierter, fahrerloser Fahrzeuge in Produktion und Logistik steigen auch deren Einsatzzeiten – Ruhephasen werden seltener. Die Gelegenheitsladung (Opportunity Charging) bietet hier eine intelligente Lösung: Selbst kurze Standzeiten, etwa beim Verladen, können effizient zum Laden der Energiespeicher genutzt werden. Ladesysteme eignen sich für eine Vielzahl von batteriebetriebenen Geräten, wie z. B. fahrerlose Transportsysteme (FTS), Autonome mobile Roboter (AMR), Shuttles, industrielle Gabelstapler und mehr.
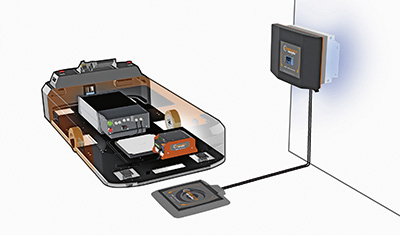
Wireless Charger: Induktiv und berührungslos
Der Wireless Charger 3.0 von Conductix-Wampfler besteht aus vier kompakten Kernkomponenten und lässt sich flexibel vertikal oder horizontal in bestehende Produktions- oder Lagerprozesse integrieren.
Kernstück des Systems ist die stationäre IPS (Inductive Power Supply), die die Netzspannung in eine hochfrequente Wechselspannung umwandelt. Diese speist das fest installierte ISP (Inductive Stationary Pad), welches ein magnetisches Wechselfeld erzeugt. Durch kontaktlose, induktive Energieübertragung wird im IMP (Inductive Mobile Pad) am Fahrzeug eine Wechselspannung induziert. Diese wird in der MPU (Mobile Power Unit) in Gleichspannung umgewandelt und dient der effizienten Batterieladung.
Die IPS verfügt über ein Statusdisplay und regelt die Energieübertragung bedarfsorientiert.
Der Wireless Charger 3.0 arbeitet verschleissfrei, ist wartungsfrei und eignet sich daher auch ideal für den Einsatz in empfindlichen Umgebungen wie der Pharma- oder Lebensmittelindustrie.
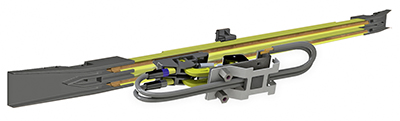
MultiLine 0835 Charge: Schleifleitung als Ladestation
Beim hochdynamischen Ladesystem MultiLine 0835 Charge von Conductix-Wampfler wird die Schleifleitung zu einer vorkonfektionierten Ladestation. Batterien oder Supercaps auf Fahrzeugen werden während Längs- oder Querfahrt aufgeladen oder stationär in vordefinierten Ladebereichen geladen. Speziell entwickelte Einzelstromabnehmer und Überfahrtrichter ermöglichen schnelle, dauernde und verschleissarme Überfahrten der Ladestationen. Die Lösung kombiniert zwei Vorteile: die Flexibilität eines Energiespeichers mit der Just-in-time-Versorgung durch die Schleifleitung.
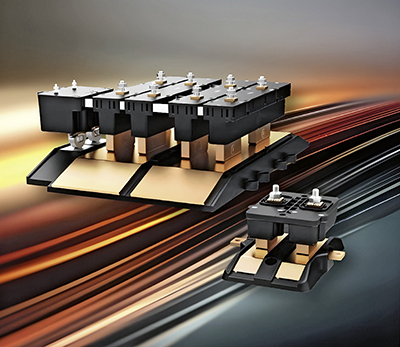
Ladekontakte: Kompakt, modular und flexibel
Die Ladekontakte von Conductix-Wampfler sind platzsparend, flexibel in Polzahl, Rampenlänge, Stromstärke und Auffahrtoleranz. Sie sind auf über 1 Mio. Überfahrzyklen ausgelegt und für Betriebsspannungen bis zu 60 VDC respektive 25 VAC und Stromstärken bis zu 600 A geeignet. Zudem können sie optional mit Pilotkontakten ausgerüstet werden.
Kontaktgrundplatten und Stromabnehmer sind separat erhältlich, um mehrere Fahrzeuge mit einer Basisstation zu laden.
Die Nano-Serie ist besonders kompakt und für Stromstärken bis 300 A (100 % ED) / 600 A (50 % ED) und Auffahrtoleranzen von ±5 mm ausgelegt.
Die Nano+ Serie ist die preiswerte Standardlösung für 25–75 A bei Auffahrtoleranzen von ±5 mm seitlich und ±28 mm längs.
Die hochmodulare Enduro+ Serie kann für Ladeströme bis 600 A (100 % ED) und hohe Auffahrtoleranzen von ±15 mm längs und seitlich eingesetzt werden.
Conductix-Wampfler AG
Moosweg 36
3645 Gwatt (Thun)
Telefon 031 889 08 11
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
COREPEL Pure – wenn alle andere Materialien versagen.
Ob Schwimmbäder, Spa-Anlagen oder feuchte Gewerbeflächen – COREPEL PURE liefert wasserbeständige Holzfaserplatten für den Innen- und Aussenbereich. COREPEL PURE wird in der Schweiz hergestellt und entwickelt und bietet zuverlässige Leistung unter extremen Bedingungen.
Was macht das Produkt so besonders?
– Wasserbeständige Superpower für extreme Bedingungen
– Geeignet für feuchte Innenbereiche und Aussenanwendungen
– Mit der XDF-Technologie bieten wir 50 Jahre Garantie
– Schweizer Ingenieurskunst für echte Performance und aus Schweizer Produktion
Entwickelt für Umgebungen, denen andere nicht gewachsen sind.
Feuchtigkeit kann herkömmliche Platten zerstören. Ihre Projekte benötigen absolute Zuverlässigkeit. COREPEL PURE wurde für diese Herausforderungen entwickelt. Mit einer Hersteller-Garantie von 50 Jahren für Klasse 1, 2 und 3 und 25 Jahren für Klasse 4 (mit Erdkontakt) ist Sicherheit gegeben.
Mehr auf corepel.com
artureon – New generation flooring. In zwei Kollektionen.
artureon verleiht jedem Raum Charakter: als edler Echtholzboden in der artureon WOOD-Kollektion oder als holzbasierter Designboden in der artureon DESIGN-Kollektion, wahlweise in den Ausführungen GRANDE und NORMA. Dazu stehen Ihnen 12 inspirierende Holzvariationen, drei verschiedene Paneelformate und vielfältige Oberflächen zur Verfügung. Für einen Boden von bleibender Schönheit, der perfekt in jeden Raum passt.
Mit der höchsten Nutzungsklasse 33 sind artureon Böden besonders widerstandsfähig, kratzfest und robust. Eine innovative Technologie, bei der Holzspäne in Harz eingekapselt werden, macht artureon Böden zudem 100 % wasserfest.
Dieser Boden besteht ausschliesslich aus Schweizer Holz, ist frei von PVC und Phthalaten und nach dem Cradle-to-Cradle-Prinzip konzipiert, sodass bei der Rückführung neue Holzwerkstoffe entstehen. Der Anteil von 30 Prozent Recyclingholz sorgt zusätzlich dafür, dass artureon nicht nur gut aussieht, sondern auch die Natur respektiert und schützt.
Mehr auf artureon.com

BE.VELVET – Mehr Eleganz, mehr Vielfalt und mehr Möglichkeiten.
Die edelmatte Antifingerprint-Oberfläche BE.VELVET erfreut sich bei Designern, Verarbeitern und Endkunden grosser Beliebtheit, denn sie vereint zeitlose Eleganz mit höchster Alltagstauglichkeit. Dank ihrer samtig-weichen Haptik und der widerstandsfähigen, pflegeleichten Oberfläche erfüllt BE.VELVET die Ansprüche moderner Innenraumgestaltung auf ideale Weise.

Ab 2026 wird die erfolgreiche Antifingerprint-Kollektion um fünf neue, auserlesene Dekore erweitert. Diese bieten noch mehr Spielraum, um Räume ästhetisch, harmonisch und funktional zu gestalten – von puristisch-modern bis natürlich-warm. Kurzum: Mit BE.VELVET entstehen Oberflächen, die nicht nur gut aussehen, sondern sich auch gut anfühlen.
Weitere Informationen unter swisskrono.com/ch/bevelvet
SWISS KRONO AG
Willisauerstrasse 37
6122 Menznau chme
Telefon 041 494 94 94
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Perfekte Kanten für die Schweiz – direkt vom Hersteller
In Sachen Möbelkanten setzt REHAU seit Jahrzehnten Massstäbe: Seit über 50 Jahren definiert das Unternehmen Standards – und in der Schweiz ist es längst etablierter direkter Ansprechpartner für Schreiner und Innenausbauer. Die Kantenlösungen können direkt beim Hersteller bestellt werden – mit allen Vorteilen von Service, Beratung und Effizienz.

Schweizer Schreiner und Innenausbauer profitieren vom Direktvertrieb: «Neben unseren Angeboten für grössere Industriebetriebe erhalten auch Schreiner und Innenausbauer das volle Paket, abgestimmt auf ihre Bedürfnisse. So bekommt jeder die passende Kante für sein Projekt», erklärt Patrick Egner, Vertriebsleiter Interior Solutions bei REHAU Schweiz.
Kantenvielfalt für perfekte Bauteile
Für jede Anforderung die richtige Kante – das ist das Versprechen, das REHAU seinen Kunden gibt. Die Familie der Kantenlösungen umfasst heute Varianten für alle Anwendungsbereiche: von der klassischen Kleberkante RAUKANTEX pure bis zur Laserkante RAUKANTEX pro für fugenlose Bauteile. Auch Furnierkanten oder Kanten im Metall-Look runden das Portfolio ab.

Umfangreiche Services rund um die Kante gehören bei REHAU zum Standard.
Alle Vorteile des Direktvertriebs
Alle Varianten können Schreiner und Innenausbauer in der Schweiz direkt bei REHAU beziehen – unterstützt durch Services, die das Logistikzentrum in Visbek (Deutschland) ermöglicht: Über 200 000 Kanten in mehr als 2 400 Farben und Dekoren sind ab Lager verfügbar oder werden kurzfristig nachproduziert. Kanten für über 16 000 Platten der führenden Hersteller, inklusive der beliebten SWISS KRONO Kollektion oder Egger, können direkt bezogen werden.
REHAU ist in der Schweiz zudem mit zwei Vertriebsniederlassungen vertreten. Aussendienstmitarbeiter stehen vor Ort bereit, um direkt in der Schreinerwerkstatt zu beraten – für persönliche Unterstützung und massgeschneiderte Lösungen.
Perfekte Services – auch für kleine Bestellungen
«Als Unternehmen mit Hauptsitz in der Schweiz kennen wir die Bedürfnisse unserer Schweizer Kunden sehr genau», so Patrick Egner. Die Produktion in Deutschland gewährleistet eine konstant hohe Qualität. Diese Kombination aus regionaler Nähe und industrieller Stärke macht den Kantenkauf besonders komfortabel. Es stehen zahlreiche Services bereit:
– Kurzlängenservice: RAUKANTEX pure und plus können ab 1 m, RAUKANTEX pro ab 1 Rolle bestellt werden
– Breitenschneidservice: Flexibles Breitenschneiden – massindividuell zwischen 12 und 70/104 mm
– Kurze Lieferzeiten: Bestellungen von Lagerware, die bis 12:00 Uhr eingehen, werden noch am gleichen Tag versendet.
– Kostenloser Musterservice: für die Prüfung von Passgenauigkeit und Optik.
– Designkontinuität: um auch später ergänzende Möbelstücke in exakt passenden Farben fertigen zu können.
– Zuverlässige Lieferung, auf Wunsch in Einzelrollenkartonverpackung mit individuellem Kundenetikett.

Mehr als 200 000 Kantenband-Varianten stehen Ihnen sofort ab Lager zur Verfügung.
Alle Services rund um die Kante und den direkten Bestellweg für die Schweiz finden Sie hier: www.rehau.ch/webshop
Rehau Vertriebs AG
Industriestrasse 47
8152 Glattbrugg
Telefon 044 839 79 79
Fax 044 839 79 89
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Flexibilität und Präzision – Unsere Stärken im Überblick
Flexibel, präzise, nachhaltig: Unser modernisiertes Sägewerk bietet Just-in-Time-Produktion und massgeschneiderte Lohnarbeiten mit zeitgemässer Technik. Entdecken Sie, wie wir die Zukunft der Holzverarbeitung gestalten.
Just-in-Time-Produktion
Dank einer flexiblen und anpassungsfähigen Produktionsanlage sind wir in der Lage, effizient und exakt nach dem Just-in-Time-Prinzip zu arbeiten. Dies ermöglicht es uns, Kundenbedürfnisse punktgenau zu erfüllen – sei es bei der Lieferung von Standardprodukten, Halbfabrikaten oder massgeschneiderten Produkten. Unterstützt wird dies durch unser engagiertes und spezialisiertes Team, das auch in stressigen Situationen stets Lösungen findet. Unsere Stärke liegt in der Fähigkeit, auch bei kurzfristigen Anfragen zuverlässig zu liefern, was uns zu einem bevorzugten Partner für zahlreiche Branchen macht.

Lohnarbeit mit aktueller Technik
Mit einem klaren Fokus auf Qualität und Effizienz haben wir in zeitgemässe Einschneidetechniken investiert, darunter Kreissägen- und Bandsägentechnologie. Diese fortschrittliche Ausrüstung ermöglicht es uns, auf zwei leistungsstarken Verarbeitungslinien eine breite Palette an Arbeiten durchzuführen – schnell, flexibel und mit höchster Präzision. Ob es um das Schneiden, Trocknen, Lagern von Holz oder um die Weiterverarbeitung nach individuellen Kundenwünschen geht: Wir bieten einen Rundum-Service! Unsere Kapazitäten und unser Know-how machen uns attraktiv für Unternehmen, die zuverlässige Unterstützung bei Lohnarbeiten suchen. Darüber hinaus stellen wir sicher, dass die Arbeiten nachhaltig und ressourcenschonend ausgeführt werden, um unseren ökologischen Fussabdruck zu minimieren.

Unsere Zukunft: Gemeinsam nachhaltig und innovativ
Die Holzbranche steht vor spannenden Herausforderungen und Chancen, und wir bei Dahinden sehen diese als Ansporn, unsere Vision einer nachhaltigen und innovativen Zukunft konsequent zu verfolgen. Mit dem Fokus auf moderne Technologien und verantwortungsbewusste Ressourcennutzung möchten wir Vorreiter sowohl in der Qualität unserer Produkte als auch im Engagement für die Umwelt sein. Unsere Investitionen in zukunftsweisende Produktionsmethoden und Partnerschaften mit Forschungseinrichtungen untermauern unser Ziel, nachhaltige Lösungen zu schaffen, die den Ansprüchen von morgen gerecht werden. Dabei bleibt unser Bekenntnis zur Kundenzufriedenheit und einer vertrauensvollen Zusammenarbeit der Kern unseres Handelns.
Werden Sie Teil unserer Community und entdecken Sie, wie vielseitig und engagiert wir arbeiten. Folgen Sie uns jetzt und bleiben Sie immer auf dem Laufenden! Instagram: Dahindenholz, Facebook: Dahinden Holz, LinkedIn: Dahinden Sägewerk AG
Dahinden Sägewerk AG
Kirchrain 20
6016 Hellbühl
Telefon 041 469 70 80
Fax 041 469 70 81
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Dahinden Energie AG – Verantwortung über das Holz hinaus
Neben unserem Kerngeschäft leisten wir mit Dahinden Energie einen wichtigen Beitrag zur regionalen Energieversorgung. Restholz aus der Produktion wird ressourcenschonend für Fernheizungen aufbereitet, wodurch wertvolle Energie entsteht und Kreisläufe geschlossen werden. Zusätzlich setzen wir mit der Installation moderner Solarpanels auf unseren Dächern ein starkes Zeichen für erneuerbare Energie und eine nachhaltige Zukunft.
Dahinden Energie AG
Kirchrain 20
6016 Hellbühl
Telefon 041 469 61 61
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
www.dahinden-energie.ch